Токарные станки с ЧПУ серии CKE6150Z самые востребованные на Российском рынке, так как являются полными аналогами знаменитых токарных станков с ЧПУ 16А20Ф3 завода «Красный пролетарий», г. Москва.
Токарные станки с ЧПУ DMTG CKE 6163 Z представляют экономически выгодный класс для покупателей. Токарные станки по металлу CKE 6163Z, изготавливаются по современным технологиям. При производстве составных деталей Токарных станков с ЧПУ DMTG серии CKE, применяются высокоточные измерительные приборы Renishaw. При проектировании Токарных станков по металлу DMTG применены самые последние на сегодняшний день инженерно-технические достижения в области науки и станкостроения. Для изготовления таких деталей как станина станка, суппорт, задняя и передняя бабки, используют высокопрочный чугун с высокой плотностью. Направляющие станины Токарного станка с ЧПУ отшлифованы и закалены. Их твердость, порядка 50HRC. На все направляющие нанесено специальное износостойкое покрытие Turcite-B, которое позволяет на протяжении длительного срока эксплуатации не терять точность и плавность перемещения подвижных узлов станка.
Централизованная система смазки, устанавливается на все токарные станки по металлу DMTG, в базовой комплектации. Она обеспечивает автоматическую подачу смазки к Шарико-винтовым парам и сопряженным поверхностям.
В токарных станках c ЧПУ DMTG CKE 6163 Z, применяется механизм автоматического переключения передач, который позволяет изменять скорость между низкой, средней и высокой, без выключения фрезерного станка.
Токарные станки с ЧПУ серии CKE, c независимой структурой шпинделя и частотой вращения, преобразуемой серводвигателем, обеспечивают высокую скорость вращения шпинделя и ее бесступенчатое изменение.
Отличительные особенности Токарных станок по металлу DMTG серии CKE
Высокопроизводительный и точный токарный станок с ЧПУ для обработки габаритных деталей типа фланцы, колеса, шкивы и валы из черных и цветных металлов и их сплавов в условиях серийного и мелкосерийного производства.Инновационная система ЧПУ Fanuc 0i-mate TD (опция: Fanuc 0i TD / Siemens 828D)Четырехдиапазонный привод шпинделя с автоматическим переключением между диапазонами значительно повышает эффективность обработки.Асинхронный двигатель шпинделя, управляемый частотным преобразователем Delta electronics (Тайвань) (опция: сервопривод шпинделя).Сервоприводы по осям: ось Х - Fanuc Beta 8is (12 Нм), ось Z - Fanuc Beta 22is (30 Нм).4-позиционный электромеханический сменщик инструмента (опция: 6-позиционный электромеханический / 8-позиционный гидравлический сменщик инструмента).Механический 3-кулачковый токарный патрон 400 мм (опция: гидравлический 3-кулачковый патрон Auto Strong (Тайвань)).Массивная, большеразмерная задняя бабка легко перемещается и быстро фиксируется.Механическая задняя бабка (опция: гидравлическая задняя бабка).Опция: автоматический податчик прутка (барфидер).Гидравлический тормоз шпинделя.Высокая жесткость и прочность станины сложной формы с многочисленными ребрами жесткости.Монолитная станина независимо от межцентрового расстояния.Закаленные призматические направляющие станины (не ниже HRC 50).Высокоточные направляющие покрыты специальным низкофрикционным покрытием Turcite-B, которое обеспечивает длительное сохранение точности, плавное и точное перемещение суппорта станка.Шлифованные шариковые винты перемещений по всем осям класса точности С3.Высокоточные шариковые винты и жесткие прецизионные подшипники обеспечивают точное позиционирование и позволяют проводить точение с большим съемом стружки.Полностью закрытая рабочая зона с защитными устройствами.Передние раздвижные дверцы с большими прозрачными окнами.Микропереключатели предотвращают запуск станка при открытых дверцах и блокируют их во время работы.Система подачи СОЖ с баком емкостью 60 литров.Автоматическая импульсная система смазки направляющих и ходовых винтов.Циркуляционная система смазки шпиндельной бабки.
Видео обзор работы оборудования
Область применения
Токарные станки с ЧПУ серии CKE нашли широкое применение в машиностроительном производстве. В основном используются при мелко- или среднесерийном изготовлении деталей, в ремонтных мастерских и при выпуске валов. Использование системы ЧПУ позволяет изготавливать детали со сложной конфигурацией, значительно увеличивает серийность производства, повышает эффективности обработки и снижает влияние человеческого фактора.
При наличии соответствующего программного обеспечения (CAD/CAM систем) – залога эффективной эксплуатации станков с ЧПУ – перенастройка станка инженером-технологом занимает минимальное время. Требуется просто сменить программу, что сокращает на 80-90 % трудоемкость переналадки по сравнению с трудоемкостью этой операции на станках с ручным управлением и обеспечивает индивидуальность любой сложной детали. Возможность полной автоматизации этого типа оборудования обеспечивает его круглосуточную загрузку и выполнение практически всех операций без снятия заготовки в цикле: черновая обработка – чистовая обработка – сверление и нарезание резьбы – финишная обработка – выдача готовой детали. И все это – практически без участия человека. Не случайно токарные станки с ЧПУ сегодня используются компаниями по всему миру: их применение оправданно на 100%».
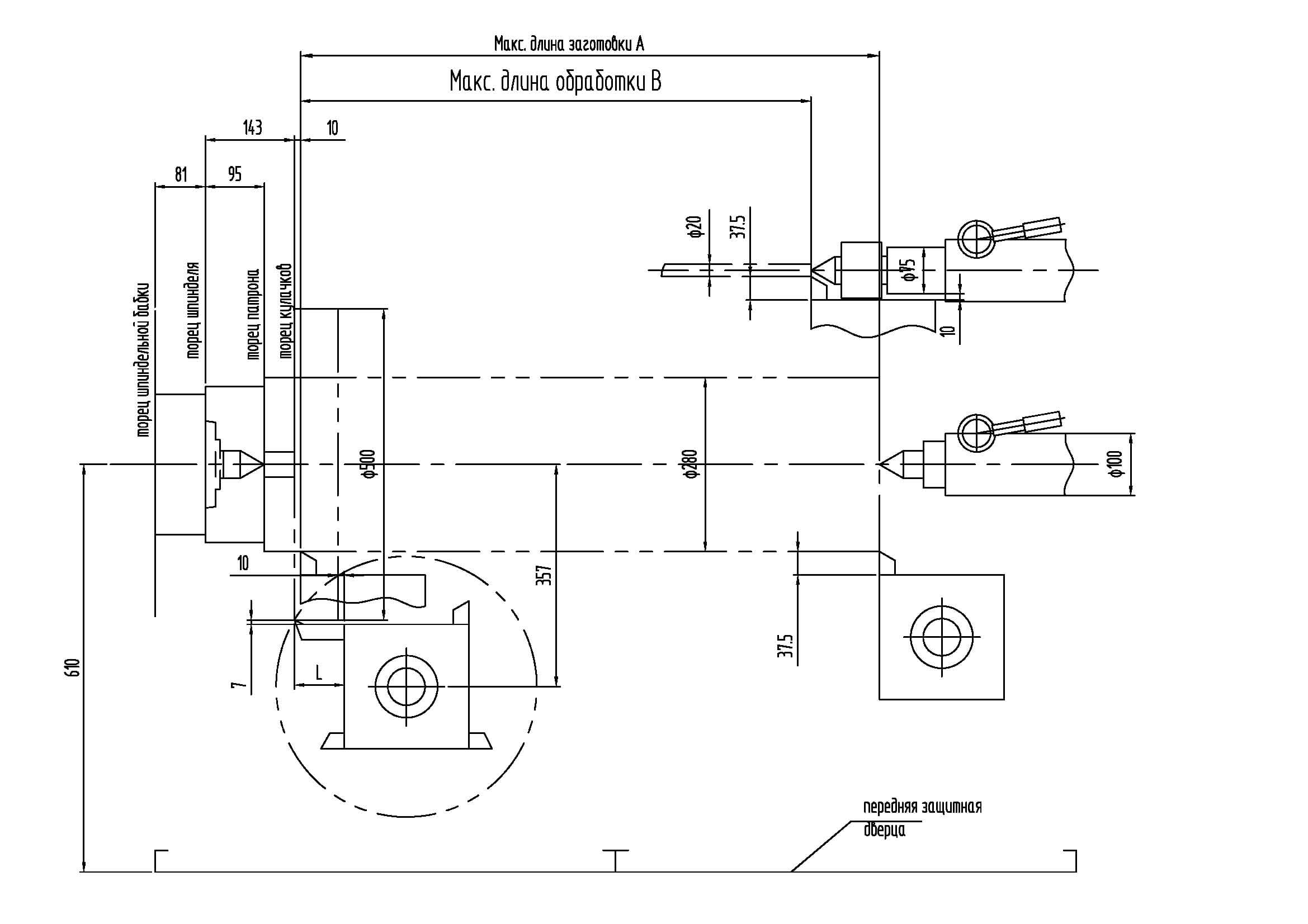
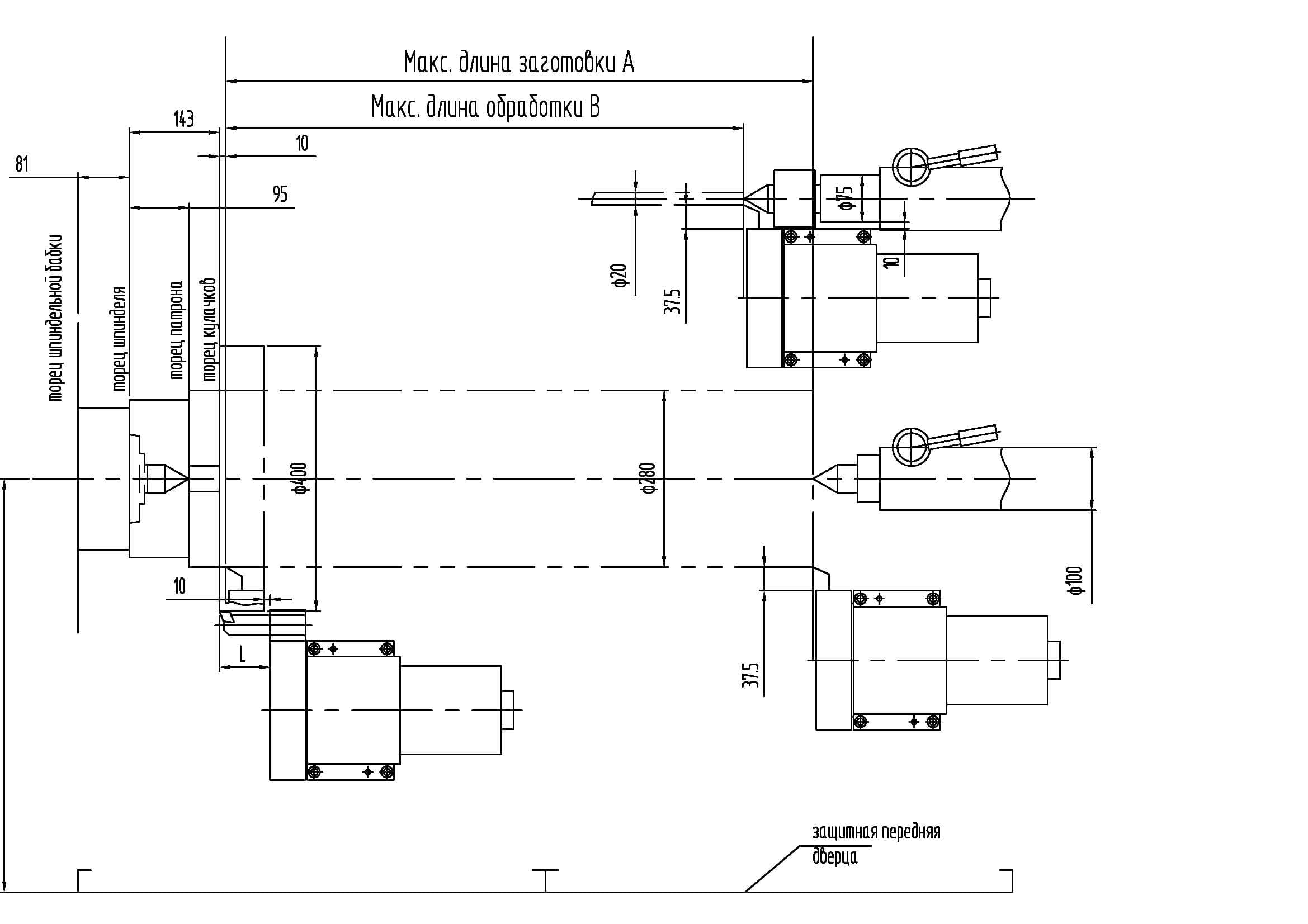
Схема обработки
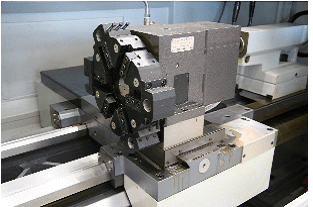
Рабочая зона станка с 4-х позиционным инструментальным суппортом
Рабочая зона станка с 6-ти позиционной револьверной головой
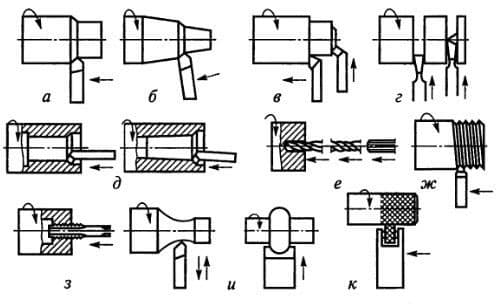
Основные виды токарных работ:
а — обработка наружных цилиндрических поверхностей;
б — обработка наружных конических поверхностей;
в — обработка торцов и уступов;
г — вытачивание канавок, отрезка заготовки;
д — обработка внутренних цилиндрических и конических поверхностей;
е — сверление, зенкерование и развертывание отверстий;
ж — нарезание наружной резьбы;
з — нарезание внутренней ’резьбы;
и — обработка фасонных поверхностей;
к — накатывание рифлений.
Конструктивные особенности
 | Литая станина, усилена ребрами жесткости. V образные закаленные и отшлифованные направляющие станины со специальным покрытием Turcite-B для перемещения без износа и трения. |
 | Автоматическая система смазки направляющих и ШВП. |
 | Бесступенчатая регулировка скорости шпинделя. |
 | Автоподающее устройство Fedek DH-65, DH-65L На станки серии СКЕ с гидравликой возможна установка автоподатчика прутка. |
 | Револьверная голова – 6 позиционная В стандартную комплектацию входит 6-ти позиционная револьверная головка, оснащенная муфтой для быстрой и плавной индексации инструмента. Смена инструмента происходит за 1-2 сек. |
 | Гидравлический 3-х кулачковый патрон. |
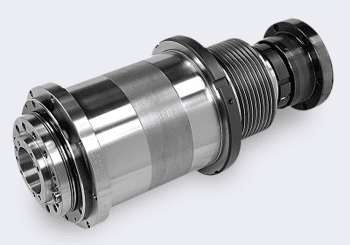 | Шпиндельный узел Шпиндель изготовлен по технологии и под контролем специалистов IBAG Швейцария. 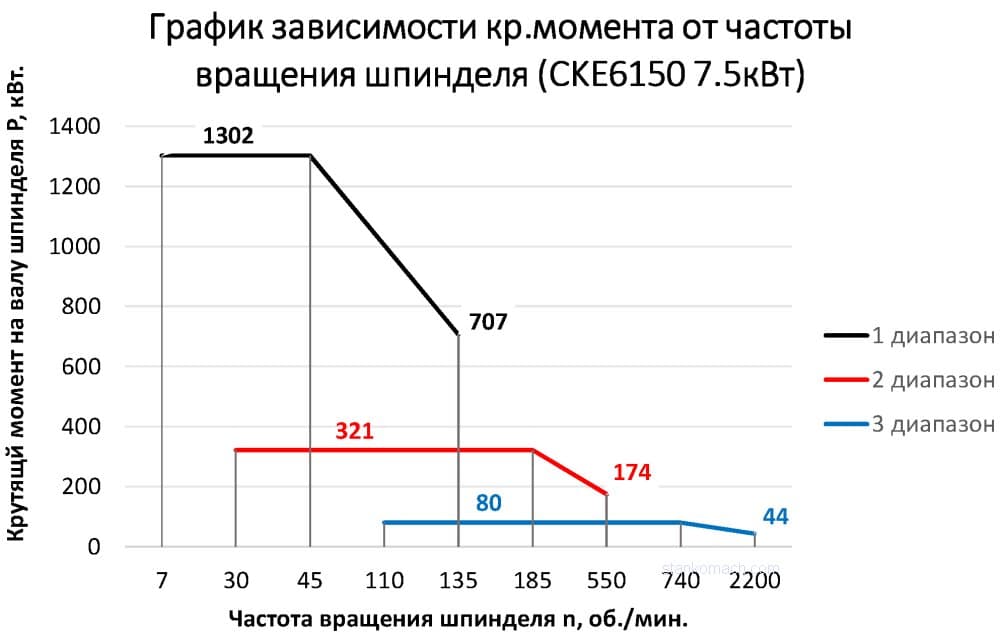
|
 | Гидравлическая станция |
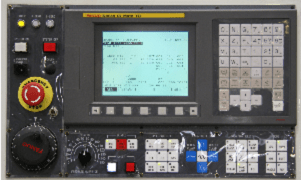 | УСТРОЙСТВО ЧПУ FANUC Oi - Mate TC (Япония) - тип - замкнутый
- количество осей управления – 2 + шпиндель (2D)
- автоматические циклы резания одновременно по двум координатам
- компенсация износа инструмента
- учет времени обработки и счетчик деталей
- программирование деталей и радиуса
- память на 63 программы, таблица инструментов на 64 позиции
|
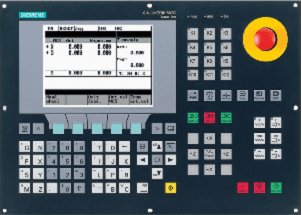 | УСТРОЙСТВО ЧПУ Siemens 802S (Германия) - до 3-х аналоговых осей и один аналоговый шпиндель (без оси C)
- аналоговый шпиндель через интерфейс ±10 В
- предварительно заданные станочные данные
- интерфейс RS 232 C
- 48 цифровых входов и 16 цифровых выходов (0.5 A)
- типовая программа и примеры PLC
|
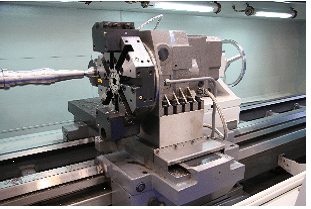 | В качестве опции доступна установка 8 позиционной револьверной головки |
Получаемые изделия
Стандартная комплектация
- Система ЧПУ FANUC (Япония)
- 3-кулачковый механический патрон
- Механическая задняя бабка
- Неподвижный центр
- Электромагнитный тормоз
- Местное освещение рабочей зоны
- Автоматическая система смазки направляющих и ШВП
- Набор ключей и инструмента
- 6-позиционная револьверная голова
- Кабинетная защита зоны обработки
- Передача информации через порт RS-232
Дополнительная комплектация
- Система ЧПУ Siemens 802 D
- 4-кулачковый механический патрон
- 3-кулачковый гидравлический патрон
- 4-кулачковый гидравлический патрон
- гидравлическая пиноль задней бабки
- подвижный и неподвижный люнеты
- задний вращающийся центр
- антивибрационные панели
- 8-ми позиционная револьверная головка
- Анкерные болты и виброопоры для установки
- Режущий инструмент
План фундамента
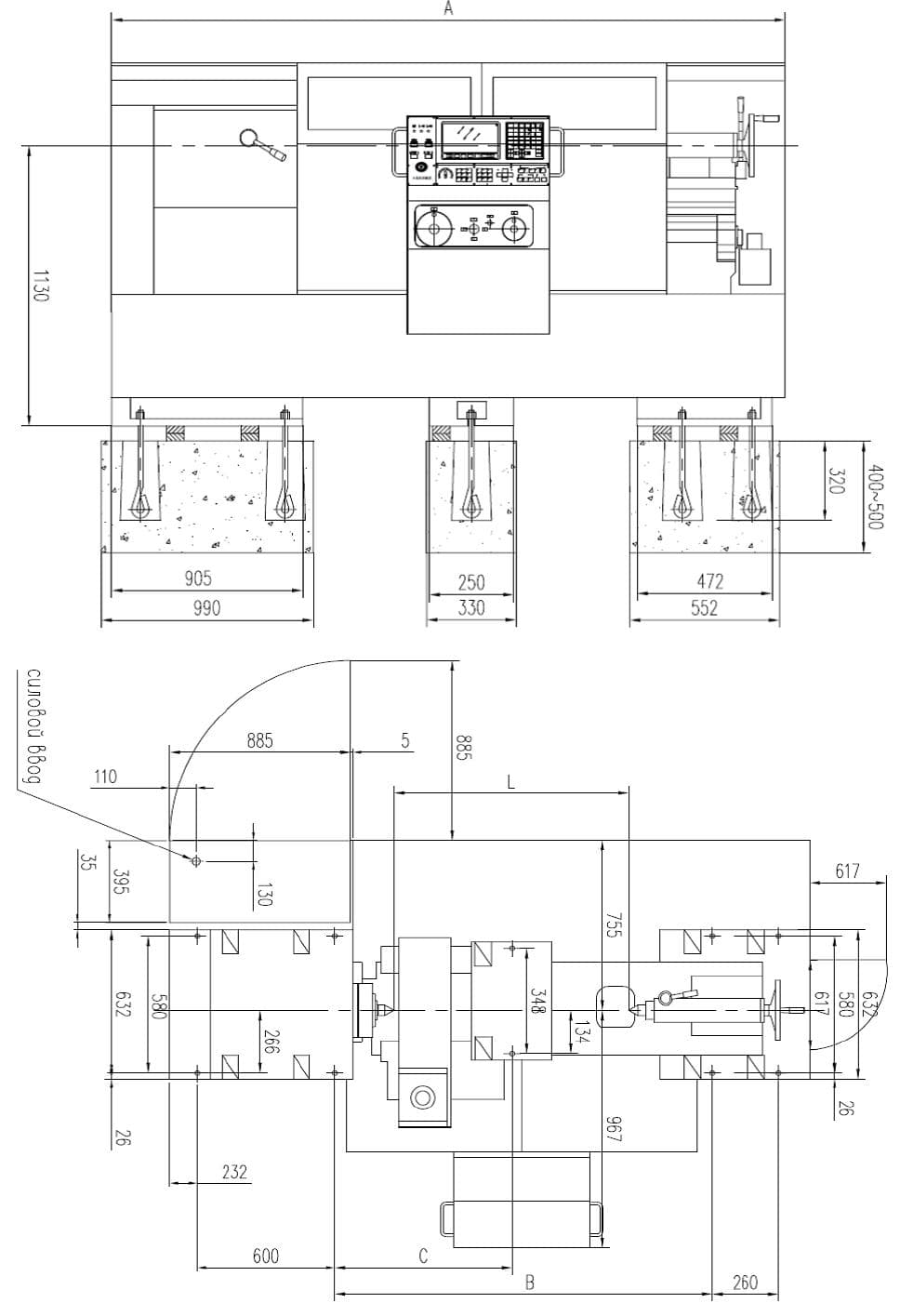
| Макс. длина L | A | B | C |
| 750 | 2577 [3187] | 1130 | При данных РМЦ средняя опора отсутствует |
| 1000 | 2827 [3437] | 1380 |
| 1500 | 3327 [3937] | 1880 |
| 2000 | 3827 [4437] | 2380 | 1050 |
Размеры, приводимые в [квадратных скобках] - размеры станка вместе с гидростанцией.
Станина чугунная, цельнолитая, обеспечивает надежную опору для всех подвижных частей станка.
Две основные направляющие имеют “V” образный профиль и третья направляющая – плоская, направляющая скольжения, которая придает суппорту дополнительную опору, что несомненно увеличивает точностные показатели станка. Все направляющие имеют закалочный слой (индукционный метод закалки) глубиной не менее 2 мм.
Станок стандартно комплектуется 4-х позиционной автоматической резцедержкой с рертикальной осью вращения, которая имеет жесткую конструкцию и применяется при силовом резании и жестком нарезании резьбы.
Опционально устанавливается 8ми позиционная револьверная головка. Такая револьверная голова используется при изготовлении более сложных деталей, которые требуют большого количества инструмента. Так же на торец револьверной головы можно установить резцовые блоки под расточной инструмент сечением 16, 20, 22, 25 мм и 25х25 мм.
Механика передняя бабки дает возможность работы в трех скоростных режимах при максимально одинаковом моменте вращения. Полый шпиндель позволяет точить детали из цельного прутка не нарезая из него заготовки в размер, что сокращает общее рабочее время. Зона обработки. Зона обработки имеет удобные большие двери, которые обеспечивают загрузку, как сверху – кран-балкой (тяжелых заготовок), так и спереди – непосредственно самим токарем.
Станция смазки объёмом 2 литра автоматически смазывать все подвижные части станка, токарю необходимо только следить за уровнем масла!
Станок оснащен приводами по осям X и Z, а так же системой ЧПУ – Фанук. Данная систем производства Японии позволят максимально эффективно использовать станок при изготовлении широкой гаммы деталей.
Податчик прутка позволяет автоматизировать обработку деталей из пруткового материала(за доп. плату) Учитывая уверенный рост Российской промышленности , в целях оказания всесторонней помощи предприятиям, желающим развивать или осваивать производство продукции, в том числе на основе эффективного использования оборудования производимого станкостроительной корпорацией «DMTG», ООО "Компания "РуСтан" предлагает Вашему вниманию токарно-револьверный станок с ЧПУ серии CKE 6163 (аналог 1М63Ф3, 16М30Ф3) с горизонтальной станиной.
Указанная модель была разработана с учетом всех самых последних инженерно-технических достижений. Современные револьверные станки с ЧПУ в настоящее время сводят участие оператора в производстве детали к минимуму. Станок может быть снабжён прутковым податчиком, тогда работа осуществляется по сути автоматически.
Название «револьверный» происходит от способа закрепления режущих инструментов в барабане. При этом инструмент (как правило) крепится в держателе (блок), который непосредственно устанавливается в револьверную голову. Предлагаемый станок может быть укомплектован как 4-х позиционным механическим так и 8-ми позиционным электромеханическим держателем инструмента. Станок оснащен системой ЧПУ FANUC, имеет большой диаметр и возможность обработки изделий до 4000 мм.
СКЕ6163 – это качественный, практичный, экономичный станок, обладающие высокой стабильностью функций и параметров обработки.
Станок главным образом используется для токарной обработки различных заготовок типа валы и диски, нарезки различных резьб, дуг, конусов и внутренних и внешних криволинейных поверхностей, при обработке сталей на основе железа и цветных металлов.
Поэтому, станок подходит для изготовления деталей с высокой эффективностью, больших партий и высокой точности обработки в автомобильной, мотоциклетной, электронной, военной промышленности, и т. д. Наша компания работающая на рынке поставщиков оборудования более 12 лет поможет Вам сделать процесс обновления станочного парка Вашего предприятия более управляемым, надежным и менее затратным.
Станки серии СКЕ предназначены для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности, включая нарезание резьбы, сверление, зенкерование. Обрабатываемый материал: сталь, чугун, легированные сплавы (нержавейка), цветные металлы и легкие сплавы. Обработку, возможно производить в один или несколько проходов в замкнутом полуавтоматическом цикле одновременно по двум координатам.
Конструкция токарного станка с ЧПУ мод. CKE6150Z полностью идентична конструкции станка 16А20Ф3 и имеет одинаковую компоновку и органы управления. Все это реализовано благодаря тому, что завод DMTG был построен, как копия завода «Красный пролетарий» в 1948 г., соответственно и конструкция станков серии CKE была разработана Советскими инженерами и передана КНР в порядке братской помощи. Со временем, станина станка была усилена с помощью дополнительных ребер жесткости. Шпиндель станка CKE6150Z так же имеет более жесткую конструкцию в сравнении со стан 16А20Ф3, АС16К25Ф3 и 16ГС25Ф3, установлены подшипники большего диаметра, отверстие в шпинделе 82 мм, а крутящий момент на шпинделе 1300 Нм. (крутящий момент у станка 16А20Ф3 – 800 Нм).
Для тяжелой черновой обработки применяются токарные станки с ЧПУ серии СКЕ6163Z, CKE6180Z. Данные станки являются аналогами станков 16Р35Ф3, 16М30Ф3, 16М40Ф3, 16К40РФ3, 16К30Ф3. Конструкция станка и органы управления полностью идентичны самому распространенному на территории бывшего СССР токарному станку 16М30Ф3, благодаря тому, что Советские инженеры с Рязанского специального конструкторского бюро станкостроения участвовали в разработке и запуске в производство токарных станков серии СКЕ6163Z, CKE6180Z на заводе DMTG в порядке оказания братской помощи между СССР и КНР. Таким образом и ныне сохраняются Советские технологии и конструктивные решения при современном производстве токарных станков с ЧПУ.
Токарные станки с ЧПУ серии CKE поставляются в Россию десятки лет и эксплуатируются не одной сотней предприятий. До последнего времени существования завода «Красный пролетарий» станки серии СКЕ продавались в России под эмблемой «Красный пролетарий», г. Москва.




















